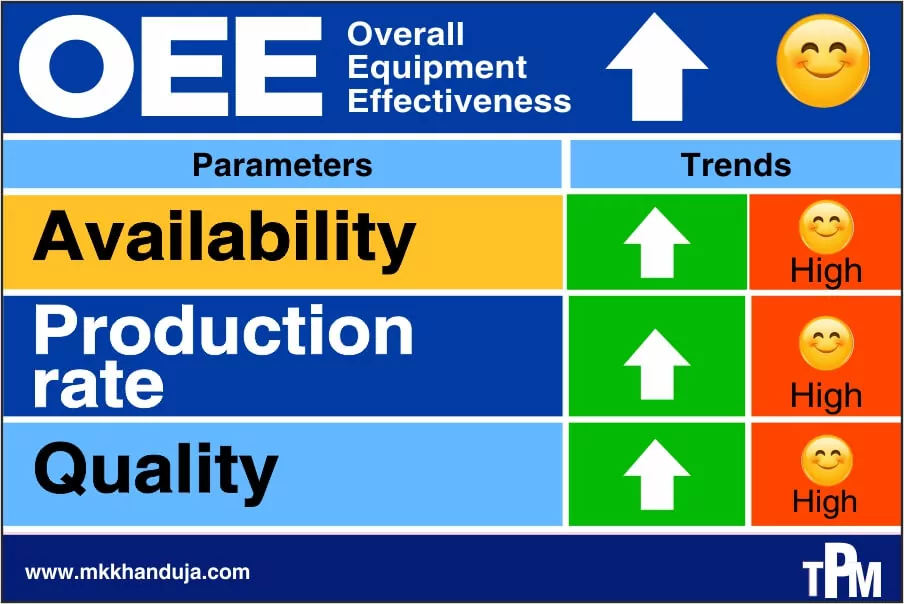
OEE Overall Equipment Effectiveness One of the key barometers for success of TPM implementation
Overall Equipment
Effectiveness (OEE) is a TPM measure
used for defining the overall performance of equipment. It is the product of
three factors availability, production rate and quality expressed as a
percentage. This percentage is used to describe the effectiveness of equipment
at work.
OEE is a widely used indicator but it cannot be illogically used as an indicator for overall machine performance. It can reap benefits for organizations while TPM implementation. At the same time, it can be ineffective or dangerous if not used in the right manner for the particular organization. Another danger of the popularity of OEE is that maintenance professional blindly adopt it without analysis. Any indicator should be implemented only after observing the requirements of the business. Availability x Production rate x Quality The above three factors represent important and easily observable indicators of machine performance. These factors can help in identifying the effectiveness of machine operation. Only one indicator cannot explain the overall functions of the machine. For instance, it does not take into account how the organization is managing safety and environmental risks. When a machine is run at or near its design capacity, the OEE is positive but it becomes a reliability issue. The economic life of the machine is reduced thereafter.
If OEE is used in the wrong way in sensitive environments, such as a petroleum refinery the safety can be drastically affected. An organization has to be productive while also maintaining its safety standards. OEE is often applied to the maximum limits, it does not take into account if a machine is required to operate for 80 or 90% of the time instead of 100%. Therefore, availability of a machine does not translate to its efficiency. In OEE, all three indicators are of equal weightage. It indicates a decrease in quality can be equally compensated by increase in production rate. That is an unsafe proposition considering what has been discussed above.
Blindly attempting to increase OEE is inviting danger upon the machine, operator and maintenance professional. Machine Maintenance is not a practice that can be implemented in every organization in the same manner. Every Business has its nuances that need to be considered before coming up with a maintenance strategy for that organization. TPM helps the organization achieve this with an end goal of increasing productivity and efficiency.
OEE is a widely used indicator but it cannot be illogically used as an indicator for overall machine performance. It can reap benefits for organizations while TPM implementation. At the same time, it can be ineffective or dangerous if not used in the right manner for the particular organization. Another danger of the popularity of OEE is that maintenance professional blindly adopt it without analysis. Any indicator should be implemented only after observing the requirements of the business. Availability x Production rate x Quality The above three factors represent important and easily observable indicators of machine performance. These factors can help in identifying the effectiveness of machine operation. Only one indicator cannot explain the overall functions of the machine. For instance, it does not take into account how the organization is managing safety and environmental risks. When a machine is run at or near its design capacity, the OEE is positive but it becomes a reliability issue. The economic life of the machine is reduced thereafter.
If OEE is used in the wrong way in sensitive environments, such as a petroleum refinery the safety can be drastically affected. An organization has to be productive while also maintaining its safety standards. OEE is often applied to the maximum limits, it does not take into account if a machine is required to operate for 80 or 90% of the time instead of 100%. Therefore, availability of a machine does not translate to its efficiency. In OEE, all three indicators are of equal weightage. It indicates a decrease in quality can be equally compensated by increase in production rate. That is an unsafe proposition considering what has been discussed above.
Blindly attempting to increase OEE is inviting danger upon the machine, operator and maintenance professional. Machine Maintenance is not a practice that can be implemented in every organization in the same manner. Every Business has its nuances that need to be considered before coming up with a maintenance strategy for that organization. TPM helps the organization achieve this with an end goal of increasing productivity and efficiency.




Comments